|
|
|
|
|
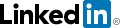
Home > Tips and Facts > 10 Rules for Good Casting > Rule 9 Rule 9. Control Residual StressAvoid unknown or random residual stress by forbidding quenching of low ductility, light alloy castings into water following high temperature solution treatment. Boiling water is also not permitted since it represents a negligible improvement over cold water. However, polymer quenchant or forced air-quench may be acceptable if casting stress is shown to be negligible. Planned residual stress may be beneficial if designed correctly into the quenching process. This chart shows the rates of cooling of a 20 mm diameter aluminum bar when quenched by various means from 932°F (500°C).
Elongation to Failure Results
Next: Rule 10. Provide Location Points>>
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs |
ISO Certificate
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|