|
|
|
|
|
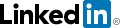
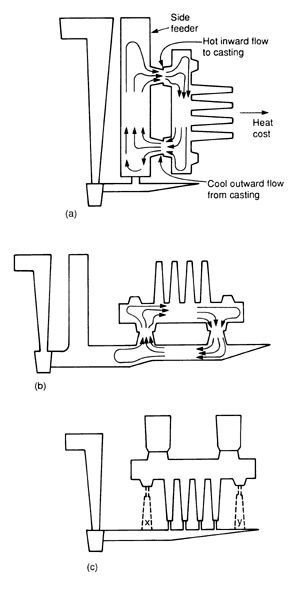
Home > Tips and Facts > 10 Rules for Good Casting > Rule 7 Rule 7. Avoid Convection DamageThin or thick section castings automatically avoid convection problems. Thin section castings freeze quickly before convection builds up. In thick section castings, convection helps redistribute hot metal into the risers on the top of the casting, since there is plenty of time before freezing starts. However, intermediate sections, which represent the great majority of castings, have a freezing time commensurate with the time taken for convection to operate (in a few minutes) and can cause damage. Unsuitable temperature gradients in the casting can undermine the effectiveness of risers, and lead to segregation and apparent shrinkage damage in castings. This is a little-known and little-researched area that most current computer simulations cannot tackle. For such intermediate sections, either:
These illustrations show the encouragement of thermal convection by (a) side and (b) bottom feeding, and its elimination by (c) top feeding.
Next: Rule 8. Plan Segregation Distribution >>
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs |
ISO Certificate
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|