|
|
|
|
|
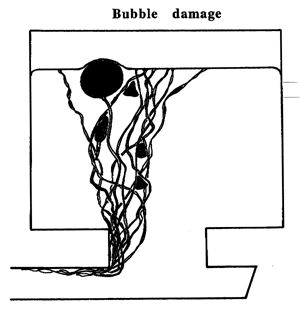
Home > Tips and Facts > 10 Rules for Good Casting > Rule 4 Rule 4. Avoid Bubble DamageNo air bubbles should be entrained by the running system. If they are entrained, then they should not be allowed to pass through the liquid metal in the mold cavity. If this happens, then a mixture of oxide bubble trails, together with residual misshapen bubbles in the casting, will result. This is by far the most common defect in castings, and is commonly mistaken for shrinkage porosity. This severe defect may be avoided by:
This drawing illustrates the most common defect in castings - bubble damage as a mixture of oxide cracks and residual entrapped bubbles.
Next: Rule 5. Avoid Core Blows >>
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs |
ISO Certificate
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|