|
|
|
|
|
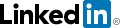
Home > Tips and Facts > Gray Iron Casting Design > Rule 8 Avoid Abrupt Section ChangesThe difference in relative thickness of adjoining sections should not exceed a ratio of 2:1. If a greater difference is unavoidable, consider a design with detachable parts, like machine tool beds that can be bolted. When a change in thickness is less than 2:1, it may take the form of a fillet. When the difference is greater, the recommended shift is in the form of a wedge. However, wedgeshaped changes in wall thickness should not taper more than 1 in 4. Where a combination of light and heavy sections is unavoidable, use fillets and tapered sections to temper the shifts. Next: Rule 9. Maximize Design of Ribs and Brackets >>
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|