|
|
|
|
|
Home > Tips and Facts > Gray Iron Casting Design > Rule 10 Avoid Using Bosses, Lugs, and PadsBosses and pads increase metal thickness, create hot spots and cause open grain or draws. If they must be incorporated into a design, blend them into the casting by tapering or flattening the fillets. Bosses should not be used in casting design when the surface to support bolts may be obtained by milling or countersinking. In addition, a continuous rib instead of a series of bosses will permit shifting hole location. The thickness of bosses and pads preferably should be less than the thickness of the casting section they adjoin but thick enough to permit machining without touching the casting wall. Where a casting section is light and does not permit this, following these minimum recommended heights can serve as a guide:
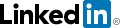
When there are several lugs and bosses on one surface, they should be joined to facilitate machining. A panel of uniform thickness (instead of many pads at varying heights) will simplify machining. In large castings, pouring a metal section that is too heavy at the bosses is difficult to feed. A better design is to make the walls of the boss at uniform thickness to the casting walls (Fig. 8a - 8b). Fig. 8a - 8b: By designing a uniform metal section at the boss (essentially removing unnecessary material at the center of the boss), both weight and machining costs are reduced. In addition, to avoid heat concentration, spread lugs.
Previous: << Rule 9. Maximize Design of Ribs and Brackets
If you would more information about Atlas Foundry Company and the Gray Iron Casting and other services we provide, please call us at (765) 662-2525, fill out our Information Request Form , or email Sales.
Services |
Products |
Equipment |
Benefits |
FAQs
Atlas Foundry Company, Inc. Copyright ©2001-2024 Atlas Foundry Company Inc. All rights reserved. |

|